First, to understand why your powder coating application isn't sticking, it is helpful to understand the process that makes it stick.
The quick answer is: STATIC
Static: is the process that powder coatings uses to help the powder stick to an object by use of an electrostatic charge. This charge is created by the spray gun which then carries the powder through the air in an ionized cloud thus causing the powder to cling (stick) to the object.
When powder will not stick to a part it is almost always caused by two main issues.
1) A Bad Ground
A bad ground and/or incorrect voltage/current settings can create sticking issues for powder. While you might think the manufacturer forgot something in the powder formulation to make it stick to the part, this is not the case.
In order to know what the cause is, you need to recognize how the powder is behaving. If the powder is having trouble sticking on the first coat the ground may be suspect or the voltage may be too low. On a secondary or top coat if the powder will not stick, the likely cause is voltage (KV) or micro-amps (µA) that is set too high.
The first and easiest step is to check the ground and make sure there is an area of clean metal to metal contact. After ensuring that the grounding is sound and the problem persists. Blow off the dry powder and place the part back into the oven for a few minutes to discharge the part. Lower the voltage setting to 30 KV to start. If there is no improvement in coverage, slowly bring the voltage up until there is. It can also be helpful to slow the speed of the powder flowing from the gun. A slower flow can help the powder charge more effectively. Not all powders will perform the same with the same settings and adjustments may be needed.
2) Back Ionization
In some cases the powder may begin to adhere in some areas but not in others, this is called back ionization.
If you try to force the powder on while experiencing back ionization, without first adjusting for it, it usually just makes things worse. The excessive build up in some areas can create starbursts or KV burn. Starbursts are pock-like marks which appear when too much powder is applied at too high of a voltage.

This is more common when applying top coats, second or third coats when the voltage is set too high. If you see this begin to happen, stop. Blow off all the powder, return the part to the oven for a few minutes. Again, heating the part will help discharge the part. After that has been done, lower the KV/Micro-amps and try again. The additional coats should be applied at a lower setting than the first coat. There is no perfect voltage that works for every scenario, every powder and job will be different.
As low as possible but as high as necessary is a good rule of thumb to start with.
Example: If the first coat is applied at 60 KV's, try the second coat at 30 KV's and move up incrementally if the powder does not stick at 30.
Tight areas and crevices, tend to create what are known as faraday cage areas.
Faraday cage areas cause the powder to deposit around or adjacent to the crevice or corner because the powder is repulsed by a charge which is too similar.
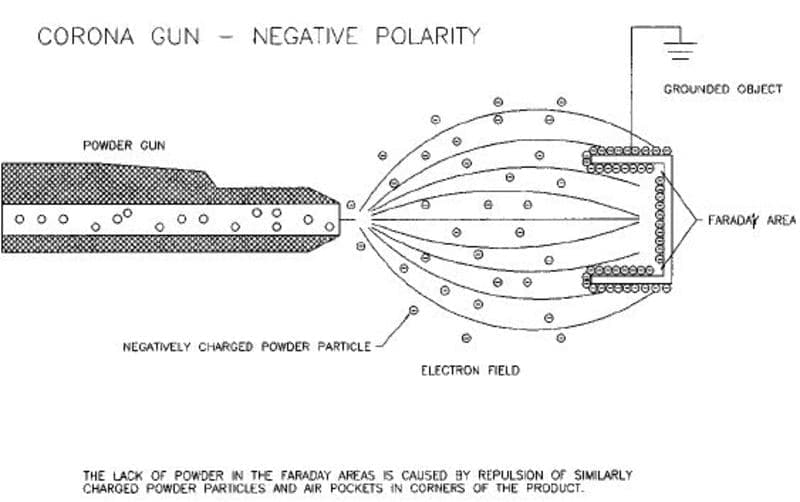
Identifying and spraying these areas first can be helpful but they should be sprayed at a lower voltage and higher air pressure which can help the powder to break free of the charged cloud. Doing so helps the powder to settle in or wrap into the faraday area. It's also good to remember that it's helpful to not spray those areas directly. For stubborn areas, try spraying at different angles, even spraying from behind can help. After completing faraday cage areas, you can return the gun settings to normal and finish coating the remainder of the part(s).
A few final items to check while troubleshooting your powder coating application issues.
Of course there can be other but less common issues that can interfere with static charge. Faulty gun components and local atmospheric conditions such as humidity to name a couple, can also cause similar issues.